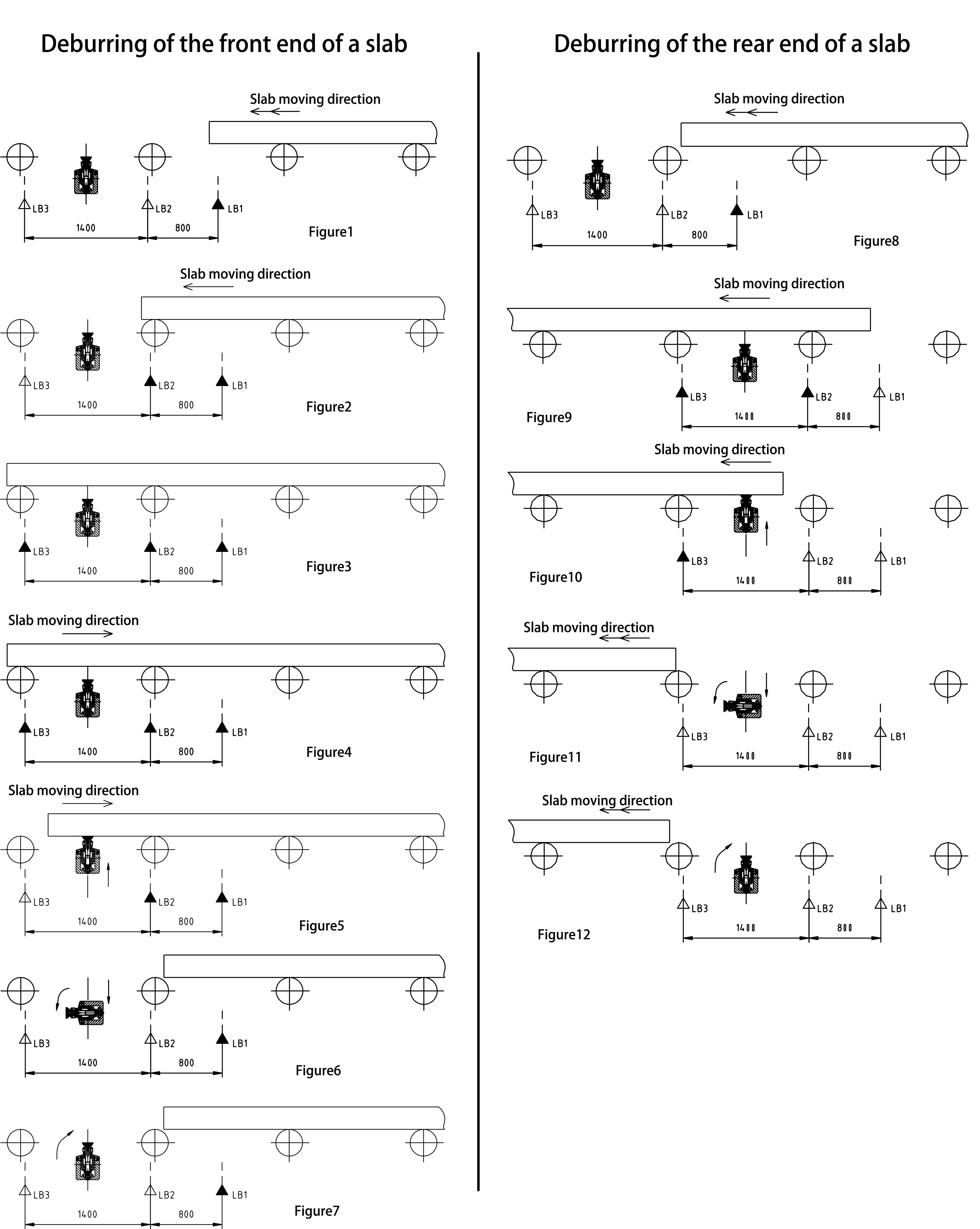
1 去除頭部毛刺
當連鑄板坯經火焰切割機按定尺長度切割后,由去毛刺輸入輥道輸送速度輸送板坯進入去毛刺區域,當板坯頭部到達光電管 LB1 時,啟動去毛刺程序(圖 1);到達光電管 LB2 時,輥道以去毛刺速度(25m/min)運行(圖 2);到達光電管 LB3 時,板坯停止(圖 3);停止 3 秒后去毛刺輥道以去毛刺速度(25m/min)反向運行(圖 4)。
當板坯反向運行頭部離開光電管 LB3 時,升降液壓缸驅動橫梁箱體上升到指定高度(圖 5),上限位接近開關 S1 得電,同時液壓馬達開始驅動活動機體和鋸齒形刮刀橫向鋸動,鋸齒形刮刀被彈性壓縮并緊貼在板坯下表面,當接觸到板坯下面毛刺時,毛刺被鋸切和刮削去除,板坯端部脫離刮刀尖部瞬間,刮刀下部被壓縮的彈簧彈性釋放,并對殘留的毛刺進一步清理。
當板坯反向運行頭部離開光電管 LB2 時,去毛刺輥道停止,液壓馬達停止,橫梁箱體下降到初始位置,下位接近開關 S2、S3 得電后,橫梁箱體在翻轉液壓缸驅動下翻轉 90°,清理刮刀上殘留的毛刺和氧化皮(圖 6),翻轉接近開關 S4 得電后,橫梁箱體立即回轉 90°(圖 7),垂直接近開關 S5 得電后,毛刺機處于準備狀態,頭部毛刺去除完成。
2 去除尾部毛刺
當去毛刺輸出輥道無板坯時,頭部毛刺去除完畢的板坯按輸送速度前進(圖 8),當板坯尾部離開光電管 LB1 時,輥道以去毛刺速度(25m/min)運行(圖 9);
當板坯尾部離開光電管 LB2 時,升降液壓缸驅動橫梁箱體上升到指定高度(圖 10),上限位接近開關 S1 得電,同時液壓馬達開始驅動活動機體和鋸齒形刮刀橫向鋸動,鋸齒形刮刀被彈性壓縮并緊貼在板坯下表面,當接觸到板坯下面毛刺時,毛刺被鋸切和刮削去除,板坯端部脫離刮刀尖部瞬間,刮刀下部被壓縮的彈簧彈性釋放,并對殘留的毛刺進一步清理。
當板坯尾部離開光電管 LB3 時,去毛刺輥道按輸送速度前進,液壓馬達停止,橫梁箱體下降到初始位置,下位接近開關 S2、S3 得電后,橫梁箱體在翻轉液壓缸驅動下翻轉 90°,清理刮刀上殘留的毛刺和氧化皮(圖 11),翻轉接近開關 S4 得電后,橫梁箱體立即回轉 90°(圖 12),垂直接近開關 S5 得電后,尾部毛刺去除完成,準備下一個去毛刺循環。

去毛刺工藝流程
版權所有://zychemical.cn 轉載請注明出處
